 Рентгеновский контроль
Рентгеновский контроль
 Ультразвуковой контроль
Ультразвуковой контроль
 Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Капиллярный контроль
Капиллярный контроль
 Контроль твердости
Контроль твердости
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
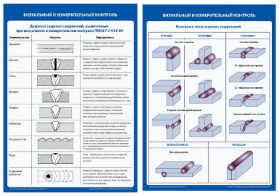
 Визуально-измерительный контроль
Визуально-измерительный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
 Физико-механические испытания
Физико-механические испытания
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное

















































































































































![Ультразвуковой контроль шарового крана [фото №1]](/upload/files/6227/conversions/f3ccdd27d2000e3f9255a7e3e2c48800-medium.jpg)
![Ультразвуковой контроль шарового крана [фото №2]](/upload/files/6228/conversions/ac3014196d2d8db454873534278bbc87-medium.jpg)
![Ультразвуковой контроль шарового крана [фото №3]](/upload/files/6229/conversions/2152f79eb766c06f8e09930a32492e4a-medium.jpg)
![Ультразвуковой контроль шарового крана [фото №4]](/upload/files/6230/conversions/6996efdd38b0767328bdfc1bbe7b932f-medium.jpg)
![Ультразвуковой контроль шарового крана [фото №5]](/upload/files/6231/conversions/429c22d5f6e9df54f0b98e73d0ec0a19-medium.jpg)
![Ультразвуковой контроль шарового крана [фото №6]](/upload/files/6232/conversions/6c1c02d26db68ebada77220b9f1677e6-medium.jpg)









Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий