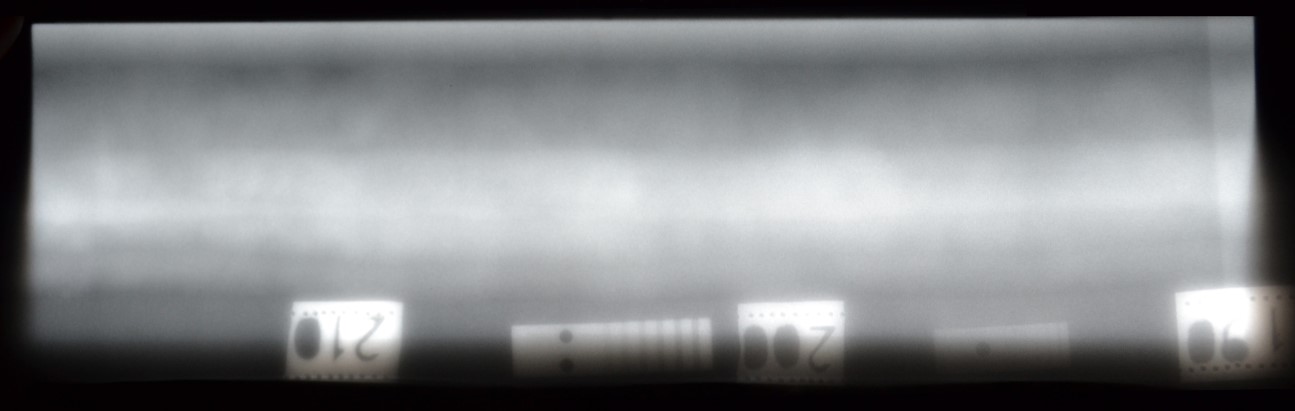
 Рентгеновский контроль
Рентгеновский контроль
 Ультразвуковой контроль
Ультразвуковой контроль
 Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Капиллярный контроль
Капиллярный контроль
 Контроль твердости
Контроль твердости
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
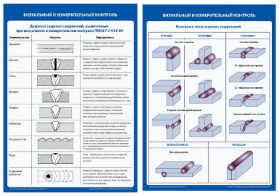
 Визуально-измерительный контроль
Визуально-измерительный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
 Физико-механические испытания
Физико-механические испытания
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное

















































































































































![Кольцевой шов. Приварка фланца к тройнику [фото №1]](/upload/files/6064/conversions/f3ccdd27d2000e3f9255a7e3e2c48800-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №2]](/upload/files/6065/conversions/04bf0d58fa73a0ceb906b55ce5f64662-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №3]](/upload/files/6066/conversions/eabfdf0059ea7c2746466fe202fcaa53-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №4]](/upload/files/6067/conversions/e6575a695462c7e4006ad2cb6a97d4ba-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №5]](/upload/files/6068/conversions/7d444706419d0298952d66364e6488a8-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №6]](/upload/files/6069/conversions/51e17679243825f53c7d81ad8f2864ad-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №7]](/upload/files/6070/conversions/0d8cdaf46605a1b480b925506381213a-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №8]](/upload/files/6071/conversions/15063778269654c02486c29c877aa2ca-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №9]](/upload/files/6072/conversions/bd2db03253ef396e9dfc131dde6ef5d3-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №10]](/upload/files/6073/conversions/bb322f2e9439fd306bf3ec5298f116c4-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №11]](/upload/files/6074/conversions/e80a5c0880cf4118a7258527cbcb8a6b-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №12]](/upload/files/6075/conversions/da6fc68fe12a68ad1d1ad28f08c77a98-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №13]](/upload/files/6076/conversions/5524c4e9ca98376e59b6ca26309e76aa-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №14]](/upload/files/6077/conversions/ea08d09cb5a396ea4be8128df9de7b96-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №15]](/upload/files/6078/conversions/eeb79aa15ea5918f26849c183a07e216-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №16]](/upload/files/6079/conversions/f5d5e5283397b3c30f55504fdc8d7be0-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №17]](/upload/files/6080/conversions/7a6b8abafd6880fbacd07d535743a326-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №18]](/upload/files/6081/conversions/5390ec2a8923ce151856403b6507ea83-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №19]](/upload/files/6082/conversions/78df7f3059e4028a158aa3de868359e5-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №20]](/upload/files/6083/conversions/1413698e7f62e2a9db975c68c5e25c03-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №21]](/upload/files/6084/conversions/ba208823e2dd5ba84ce3ddb019eb97e6-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №22]](/upload/files/6085/conversions/66fb7e1dcb081bed5a9c967142f531a2-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №23]](/upload/files/6086/conversions/1de4fc7f3f58fdbe83904874aecc49c1-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №24]](/upload/files/6087/conversions/3d1368ff63d6d56be88a55472552d7ca-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №25]](/upload/files/6088/conversions/dbb401d12323a4bfe37cccc019815a81-medium.jpg)
![Кольцевой шов. Приварка фланца к тройнику [фото №26]](/upload/files/6089/conversions/ae566253288191ce5d879e51dae1d8c3-medium.jpg)












Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий